Needing to make a number of hooks for the shackles and the ends of tie down chains I decided to make another jig. Initially I made up a couple of hooks to gauge the length between the bends then I drilled a couple of holes in yet another plug pin and added some piano wire. i confess that I was very sceptical about how well the piano wire would hold up being quite thin at 0.8mm but in practice it’s been more than fine.
Hook Bending Jig
Once I had made a few I cut some lengths of copper coated chain that I had left over from a Connoisseur kit and fitted hooks to each end
Finally I started adding a hook to each end of the shackles. like making up the D links it was another steady but quite therapeutic job.
Now that my Bolster wagons are nearing completion my thoughts turned to loading it and by good fortune my good lady had recently trimmed out apple trees. So I found a couple of stout branches amongst the offcuts which looked like they might make suitable timber loads.
The next thing was how to tie them down and I decided to have a go to see if I could make some screw shackles – think screw couplings without the hook for the vehicle body.
I started by making what I call the trunnions and centre pins lots of small turnings. Some of them were cross drilled using my Proxxon mini pillar drill. The major diameter of the rod is 2mm and to centre the drill on the part, I popped a 2mm drill bit in the chuck upside down and dropped that in between the vice jaws.
I made the bob weights from 1.6mm rod which was turned down to 1mm nominal for the shaft but in hindsight I should have made them a little bit thinner.
I drilled and them cross drilled more 2mm rod to make the bob weight collars but since making these I experimented with making the collar and centre pin as one piece and in future when I make more I shall do that as soldering the bob weight in, and then soldering it central on the shaft was a bit of a pain.
The final piece was a small washer to retain the other trunnion.
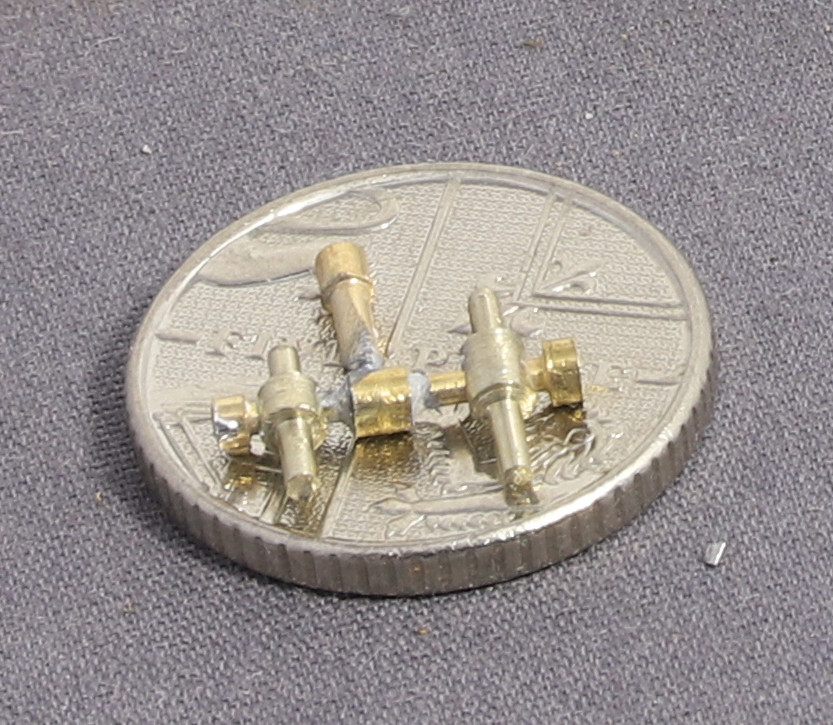
And with the obligatory 5p piece for scale. magnified so much the solder looks a bit messy but it’s barely visible at normal viewing distances.
Finally I had to make up the D shackles so I made a bending jog to ensure that they were all pretty much the same size.
D Shackle Bending Jig
The jig is made from another redundant plug pin with holes drilled in to determine the length between bends with short lengths of 0.8mm piano wire loctited in to create the pivot points. The observant amongst you will note that initially I drilled a third hole to insert a tail to start the initial bend but after doing the first one I realised that it was much more efficient to make the first bend with a fine pair of round nosed pliers then placed the formed eye on the jig to bend the other end.
D Shackle
I made four pairs in this session of making them. All that remain are hooks to attach to the chains.
I have done further trials with my Vallejo Old Gold paint mixed 2/3 -1/3 with Vallejo Natural Steel then let down for spraying with Johnsons Klear.
In the first two photos I used the same brass safety valve cover as a comparison piece but realised after taking the photos that the brass had tarnished slightly in the intervening time since I did the last comparison.
I used an image editor (Picasa 3) to add some contrast to the same image.
Then I took another photo after polishing up the brass valve cover again so the comparison is more like for like than the first photo.
And again with a some contrast added
Brass Paint Comparision
I have reached the conclusion that it is possible with good preparation of the whitemetal casting to make a decent fist of painting it with brass paint as long as there is no actual brass in close proximity to allow a direct comparison. I thought that I would pain the dome too to see what a difference a bigger subject made and while it looks okay to use it in practice I would need to fill some holes in the rear of the casting that you cannot see in the images.
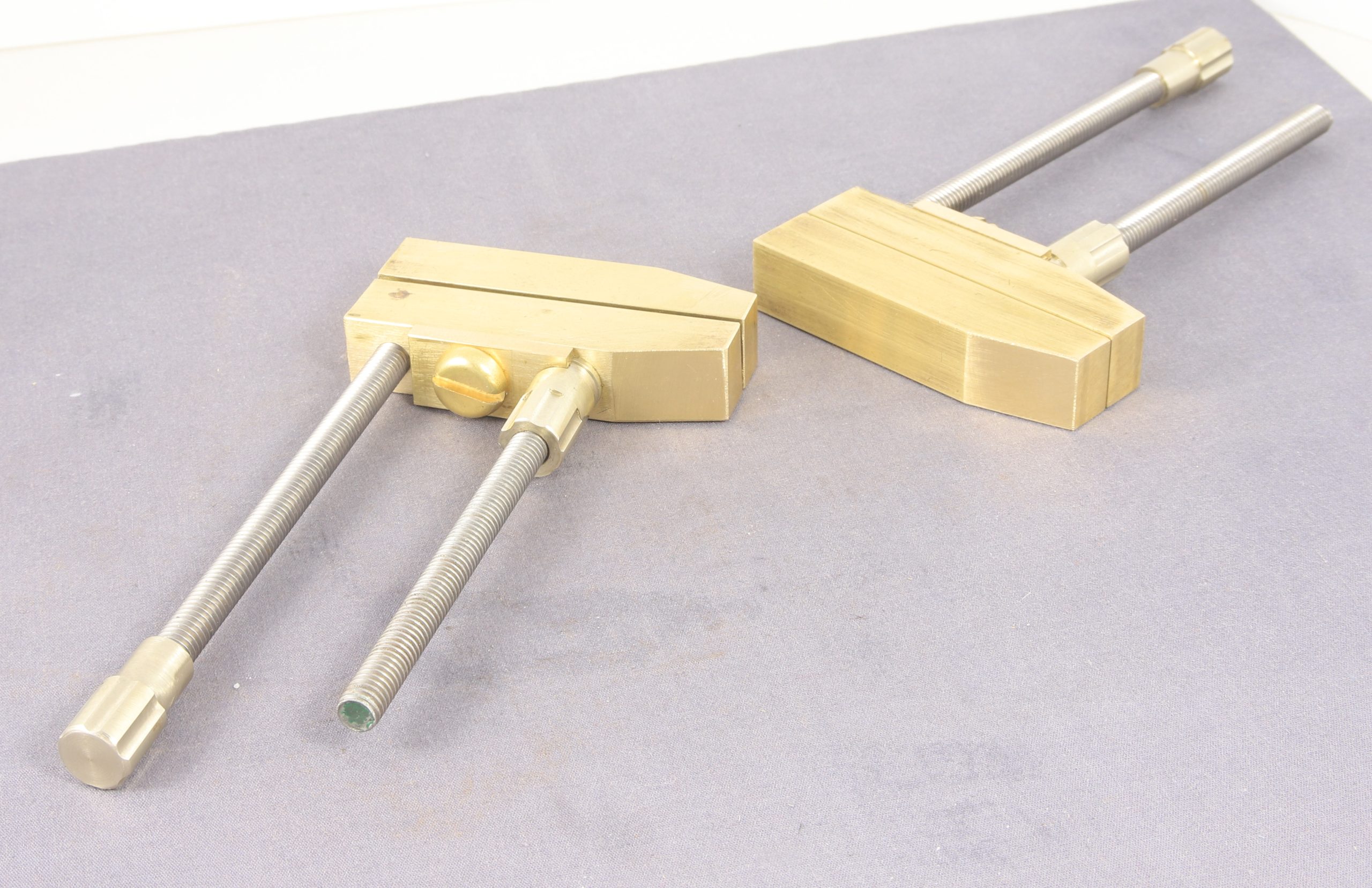
Back in 2023 when I was restoring the Moore And Wright Scribing Block there was a discussion on one of the forums which went along the lines of “you cannot have too many toolmakers or engineers clamps” At the time I had 3 sets that were cheapo imports. Since then I have added another single 2″ Eclipse example to the collection but I was also thinking about a pair that could be used for holding parts for soldering without going rusty.
I happened to have a length of 1/2″ square brass bar that I’d had for a number of years without having a use for it. A quick measure up worked out that I could get two pairs of jaws from it so in the intervening 3 years I have been slowly building a pair. I made the screws from stainless M6 threaded rod and the knobs and nuts were made from 10mm nickel bar.
They have been substantially made for quite some time and really only needed the angles putting on the jaws and some way of retaining the nuts in the absence of having any spring steel. In the end I milled some flat brass bar to fit around a slot cut in the lower section of the nut.
Shop Made Brass Toolmaker’s Clamps
Now all that remains is to loctite the knobs on he ends of the threaded rod and put some on the bottom of the threaded rod where it screws into the front lower jaw.
Since buying and later modifying a tap follower back in 2023 I have used it many times and I wouldn’t be without it. However one thing about it is a bit of a pain, or perhaps I am just bit lazy. That is swapping the piston over end for end depending on whether my tap has a point or a dimple.
As a rule of thumb most of the bigger size taps have dimples whereas the smaller sized ones tend to have a point or at least a tapered end.
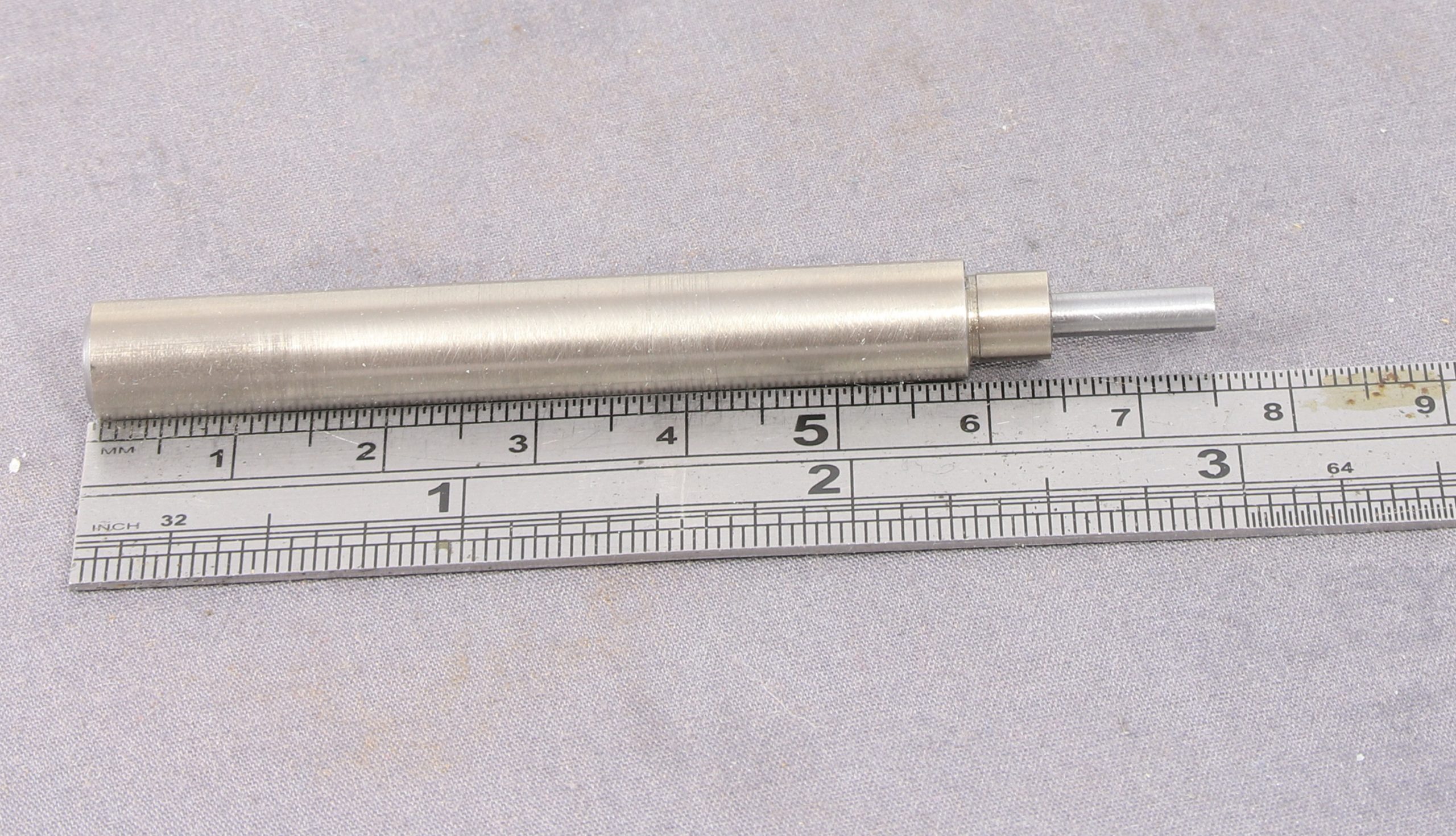
To get around this I dedided to make a second smaller tap follower with lighter springing that could be dedicated to the smaller taps that I seem to use a lot.
I decided to make it from a couple of pieces of rod recovered from a printer drum unit. The main barrel being 8mm in diameter which will fit in all my Jacobs drill chucks without issue and the piiston end made from some 5mm rod, again from the drum unit.
Springs from my spares box and an M6 grub screw and away I went.
I chose M6 because the tapping size is 5mm which meant that my piston could be a 5mm rod with the end turned down to pass through a smaller hole in the end. So it was a case of drilling the main body 4.8 mm and then reaming to 5mm with a 2.9mm hole in the other end reamed to 3mm. Sadly all didn’t go as planned because in a moment of inattention I broke my 3mm reamer in the hole. After trying a couple of pins to knock it out and a 3mm carbide end mill I turned a little off the length until I exposed the broren end of the reamer then using my vice as a press I managed to push it part way through. Then I found in my bits box a short length of rod with a smaller stub which fitted in the 3mm hole. Using this as a drift I managed to push the reamer a little further in, then I turned the small stub end a little longer and repeated the process it took turning 3 more sections down before the reamer popped out. Then I ran another 3mm end mill through the hole to tidy it up and get it concentric before finally turning the small end of the piston to be a tight but sliding fit in the hole.
A fun little project that had I not broken the reamer would have only taken an hour or so. I’m sure that it will see much use in the future
As a complete aside, and those with a bandsaw look away and start sniggering now.
Despite attaining poor results at accuracy with a file, I have long prided myself on my ability to follow a line with a saw.
This morning I made a 140mm (5-1/2in) cut in a piece of 10mm thick steel plate with a hacksaw to within 0.5mm end to end. Which I will take as a win – That said it did take me an hour (I had a coffee in between two sessions with the saw) and apparently it’s character building. I feel that I must have a mighty fine character after that effort.
The other piece (this is the offcut) is destined to be a fixture plate for the mill at some point.
A friend (Richard) were discussing painting whitemetal safety valve covers with ‘brass’ paint. I had idly mentioned to Richard to polish the metallic paint after it dries with either a cotton bud or kitchen paper. It was during this discussion that it occured to me to use a buffing wheel in a mini drill instead.
I dug out a whitemetal safety valve casting from my H2/J79 kit and after buffing up the casting I brush painted some Vallejo Old Gold onto it. and then when dried overnight buffed it with the mini drill. Getting decent photos of it proved quite a pain but I got something.
Then it occured to me to to add a coat of Johnsons Klear
I still wasn’t too happy with the result but at this point I thought that it was down to the finish of the casting so instead of using a buffing wheel I used a wire cup brush in the mini drill. At the same time I thought it prudent to also polish up a brass casting so I could have a proper comparison the casting in question is a Gladiator example as I had bought a number of them from David to replace the whitemetal casting in a number of ex NER loco kits.
It was at this point that I realised that my Old Gold was not the right colour but I was part way through the next experiment so I ran with it.
My third example is another whitemetal casting this one from my J71 kit and the sequence was was polish the casting with a wire brush then spray rather than brush more Old Gold but this time let down for spraying with Johnsons Klear.
Here are the three together. The polished and sprayed example is by far the best in terms of finish but the colour is wrong when in direct comparison to the actual brass.
I consulted my good lady as to what I might need to add to the old gold to make it more like the brass example and she suggests white or silver to make it paler. I don’t have anymore safety valve castings to hand so I was going to use a dome instead but in the interests of keeping them all similar I elected to stripp the paint off the first expample so that I could polish the casting with the wire brush before trying again with a lighter hopefully more brassey colour. TBC
As an aside I thought perhaps I could cut out the stripping stage by attacking the painted casting with my wire brush in the mini drill. I was really surprised that it didn’t budge it. Despite giving it a good going over all it did was further polish the surface so those who doubt the toughness of modern acrylics take note. Now the casting is soaking in some clean spirit to soften the paint before i have another go.
I have been a little quiet on the modelling front over the last couple of week because I have been fitting digital readouts to my lathe which became a bit more involved but worked out in the end. Needing something to test it out on I had a go at making some turnbuckle/shackles to secure the packing case to the wagon bed.
Staring with some 1.6mm rod (because I have lots) I drilled a 0.75mm hole 5mm down one and end then turned 3mm off the diameter for a length of 4mm. Then I filed hex flats on the full section and cut off at 5.5m beyond the start of the ‘nut’ This allowed me to reverse the pieces in the chuck, face off the end and repeat the process only this time I drilled right through before turning down 3mm x 4mm off that end giving me these
Turnbuckle Shackles in the making
I only managed three of them before it was time to go to our arts and crafts group again where I fed some 0.7mm wires through and twisted the ends into loops and added hooks.
This gave me these.
Turnbuckle Shackles
Here they are dangling from the packing case.
Turnbuckle Shackles
This morning I have turned another 4 centres and also soldered the gaps in the various links closed including the rings on the packing case itself as a pet hate of min is seeing chains 3 links etc that have open links.
I am most impressed by the ease of repeatability that the DRO on both carriage and cross slide allows.
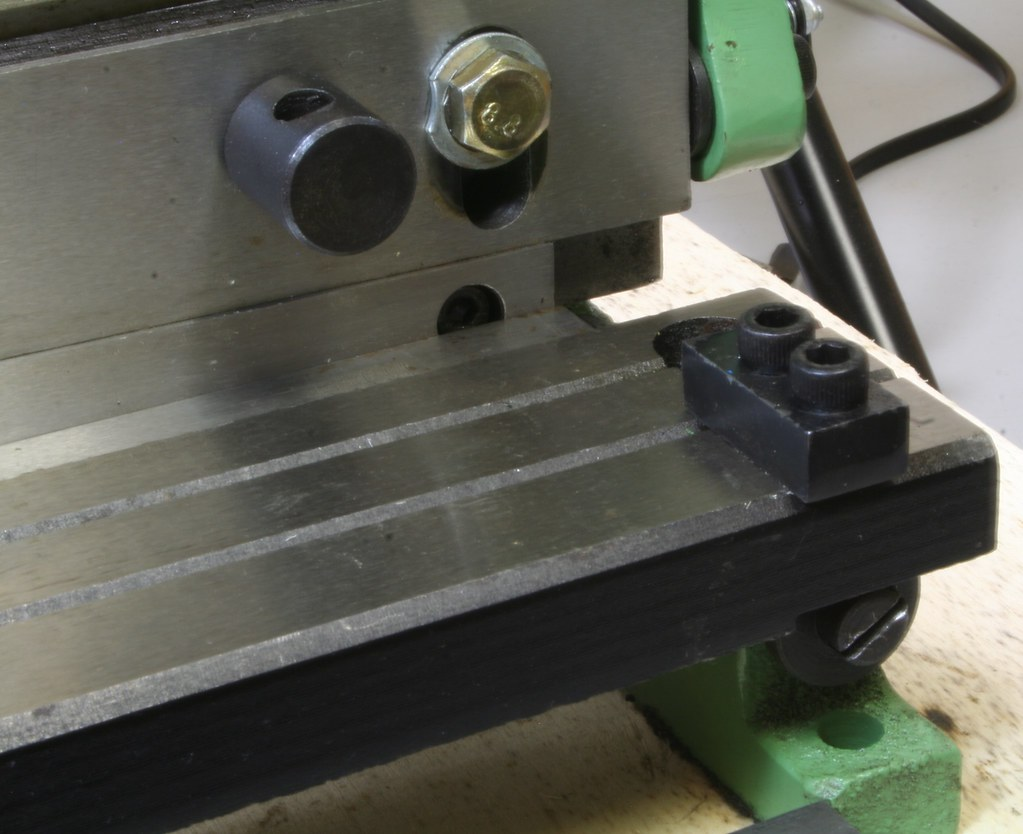
Way back in 2018 I bought a Warco Branded MiniFormit combination Guillotine, Bending Rolls and Folding brake.
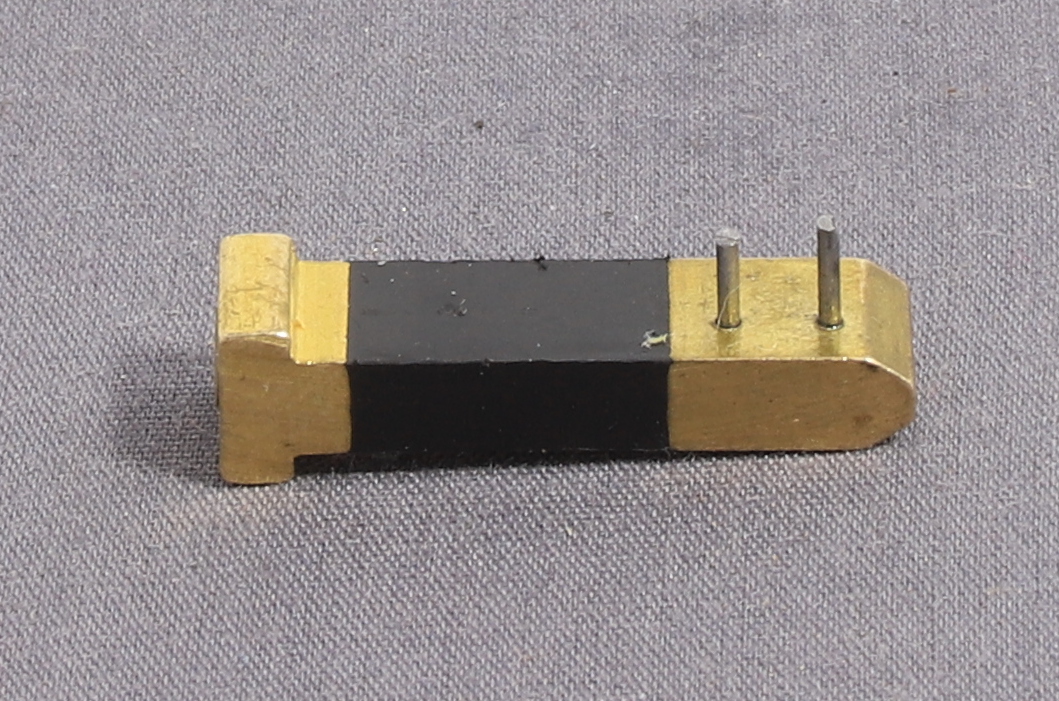
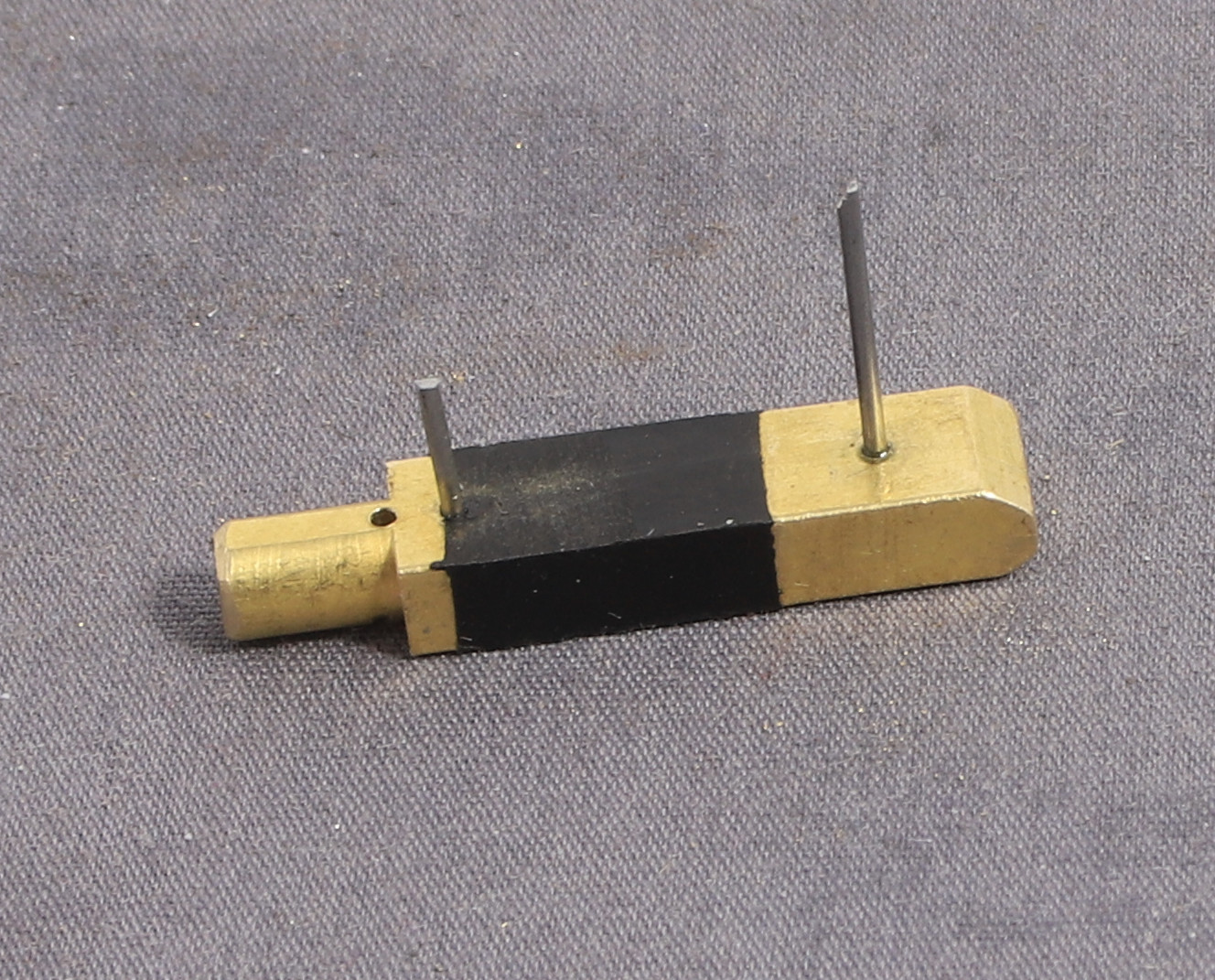
As it came I found that the guide which is the small dark block on the bottom right of the machine really wasn’t much use indeed it allowed the material being cut to pivot around it and thus not cut straight
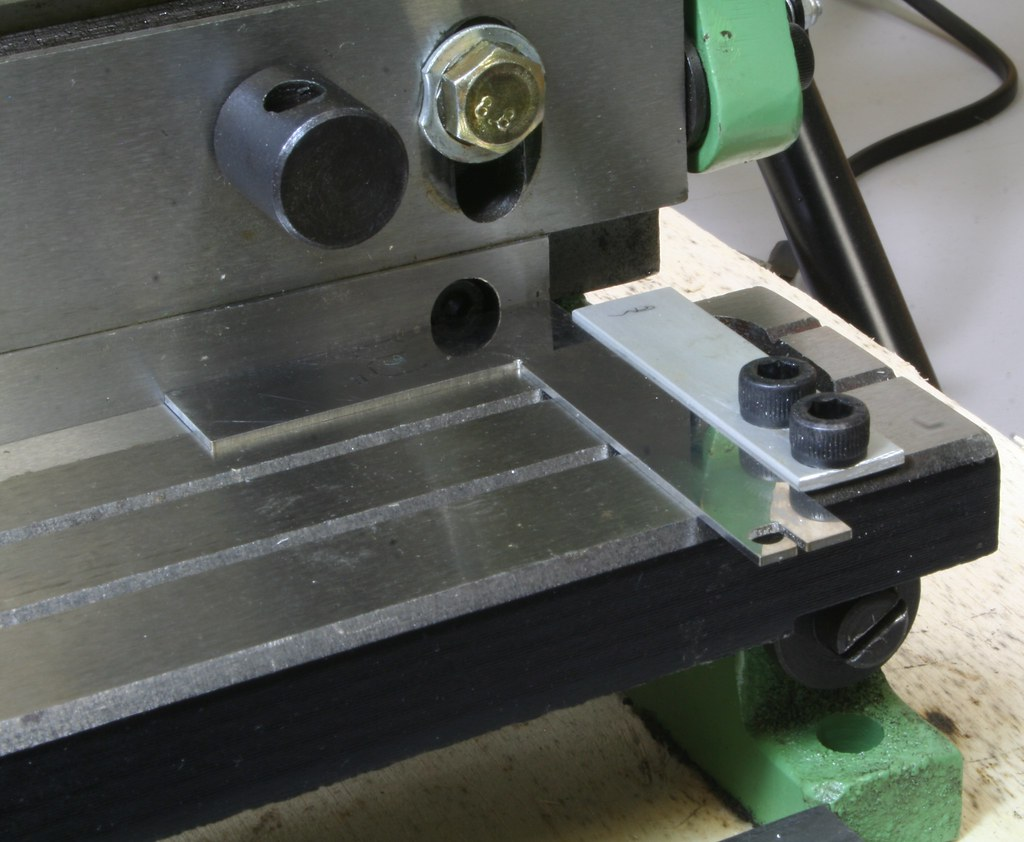
So I replaced it with a strip of aluminium which was better but not great
Further improvements had me remove the spring loaded bar that is designed to hold the material flat but in reality it stops you from being able to see the cut line. I also made up a more robust block of steel to make a better guide
Since buying this back in 2018, I have mostly used the guillotine function, for cutting sheet brass or nickel and on occasions aluminium sheet recovered from shaving foam cans. I have also rarely used the rolling bars although having a similar set of rollers that are independant really does make it only used when I cannot be bothered to lift the rolling bars onto my workbench (they live underneath)
As sold the bumph claims that it will cut up to 1mm in steel and there is a bending brake function which apart from slipping a piece of crap sheet in as a test not long after buying it, I haven’t used it since or in any kind of ‘real’ situation.
Fast forward to the last few weeks. Knowing that the fitting of a DRO to may lathe would require the removal and modification of the swarf shield at the back of the lathe I bought in a couple of pieces of 1mm x 150mm x 500m (6″ x 18″) sheet steel. I chose the size based on the measurements taken from the existing swarf shield and knew that one of the pieces would just fit along the bottom of the shield to effectively push it 150mm further back. The other piece was planned for filling in any gaps left by the way that the existing shield had been cut out to fit around features on the back of the lathe.
Having finished fitting the Digital Readout scales to the lathe (to be reported in more detail in the relevant thread), my thoughts turned to the swarf shield. I had already drilled one of the pieces and bolted it to some aluminium angle to extend the bottom plate and then needed to fill in the gaps at the chuck end.
I measured the biggest gap which extended from the upper portion of the original shield forward to the rear of the lathe and then it required a right angle bend to fill the remaining gap just behind the chuck. I didn’t really fancy hacksawing it off so I decided to see if the manufacturers claim of it cutting 1mm sheet steel was true. I am pleased to say that it is.
Albeit, that I foolishly left some big bolts at the side of the guillotine and as the metal cut through. The force I was having to apply, sent the handle downwards at speed, trapping one of my fingers between the handle and one or more of the bolts. It made my eyes water a little but no real harm done.
Next I tried out the folding brake and again I was really pleased with the outcome. The first fold was relatively easy, but getting the bent sheet back out took a bit of jiggling.
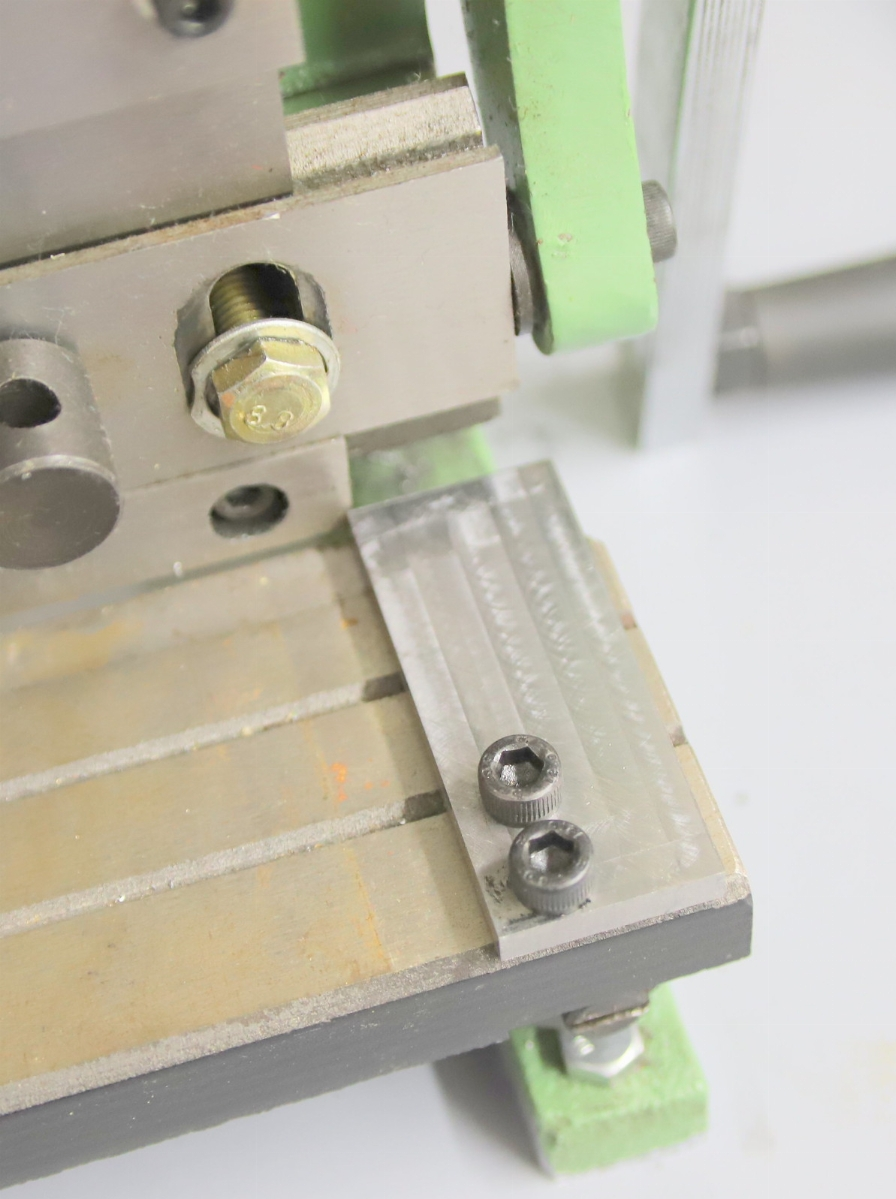
For the last infill piece, I needed a much smaller piece which had a double bend. Cutting the smaller strip off was much easier and making the first bend was quite simple. But there wasn’t enough clearance for the bent material to feed into position for the second bend. I got around this by removing the anvil for the guillotine section which required unscrewing four caps screws. Two for the guide strip and the others actually holding the anvil in position.
Folded sheet metal
As an aside I have also used the guillotine to cut several pieces of an old aluminium number plate that had fallen off a vehicle and some kind person had tucked it in a fence (I suppose in the hope that the the person who lost it might see it and recover it). After seeing it tucked in the fence for a couple of years, I got fed up of looking it and decided to bin it. It was only as I was about to put it in the litter bin, that I realised that it was aluminium rather than plastic and would be useful as material at some point. During my fitting and refitting of scales to both lathe and mill I have used it to make several spacers. Although much thicker than 1mm, being aluminium, it cuts quite easily with the guillotine.
As a consequence of the need for miniature studs for the return cranks on the 8F I decided how hard could they be to make.
I started as I would make miniature bolts by turning down the end of a piece of 1.2mm nickel rod to 0.8mm at either end (to make two at a time from each piece of stock). Then I removed them from the lathe and popped them in a hex headed pin vice to file the hex flats on. If I did a production run which I may at some point I would have set up the spin indexer to make them all consistent. As it is they are okay but not perfect.
Then I came to put them back in the lathe to turn the short length of dummy thread which protrudes beyond the nut. This is where I started to struggle a little. Even though I had sharpened the cutting tool I was still getting a bit of deflection of the stock.
Then I remembered that just after Christmas in a Warco Sale leaflet I had bought a live centre with multiple interchangeable points.
This got me wondering if I could make another tip with a 0.8mm hole in it to support the tail of the stud while I turned the other end down to size before parting off.
This is what it looks like in the live centre. The taper isn’t a perfect fit but it’s under so little load that it isn’t an issue
Mini Stud Tail Support
For those struggling to visualise what I am talking about, I did a simple sketch
This last week has been one of those where you don’t really know where the time went and workshop sessions were of short duration. Which for me, isn’t really conductive to problem solving on the 8F although I did manage a little bit of problem solving and moving ahead with it as my last post confirms.
Like many model builders I use a lot of small BA screws which means that I also use small flat headed screwdrivers. For some time for the smaller 10BA/12BA/14BA screws I have relied on a screwdriver from a three piece set which was sold for the repair of spectacles. It consisted of a small flat head, crosspoint and a handle which I assume was designed to be a nut spinner but rather than machined I have a feeling it was cast because the internal hex was oddly shaped and I never found a nut that would fit in it. More on that later.
As I say I mainly use the flat head but I had misplaced it and needing something relatively quick to do I wondered if I might make a replacement from some 2mm silver steel that I have a reasonable stock of (as often happens you plan to buy a length of it but it works out only a little more to buy a pack of five).
Making the blade took about fifteen minutes I held the length of Silver Steel in a square collet block and milled down each side for a short distance to make the blade shape then I heated it to cherry red and dunked it in my olive oil jar before reheating to temper it.
The handle was made from a piece of recycled rod from an old printer. I chose a length which had previously had some plastic gears fitted to it that were held on by splines. I reasoned that the splines would provide grips without further need of any additional work. There was a grooved section in between the splines so I turned a slight taper on the edges to make them more comfortable in the hand and allow me to blue where I had turned it to give a little decoration. All in all it took around half an hour to make both blade and handle.
At this point Chris said that she could do with a replacement screwdriver for her sewing machine so I made a second one but I guesstimated the size a little on the big side so it wouldn’t fit.
It turned out that the first one that I made was perfect for the sewing machine so I gave that one to Chris and kept the chunkier one for my own use – it’s perfect for 6BA or bigger screws.
So then I needed to make another smaller screwdriver for myself to replace the one that gave Chris.
I did things a little different in so much as I put a 5 degree angle block under the collet block ad instead of milling from the side I milled from above this gave me much more control over the final blade thickness at the tip. Using both ends of the bar I made two blades one with a tip thickness of 0.25mm and the other with a thickness of 0.5mm
Using the same splined rod for the handles as the first one albeit that there wasn’t two sets of splines near enough to each other that I had to add a bit of knurling and a few grooves to help with grip again I blued the exposed areas that I had turned as I find that these printer rods rust easily if I don’t blue them.
Finally a couple of days later I made another blade and I drilled out the useless nut spinner mentioned above to make a handle so now I might get some actual use from it after it has sat on my bench for at least 10 years without ever having been used.
Over on Western Thunder a fellow member posted photos of a hand crank that he had made for his lathe and I said that it might make a good side project at some point.
Talking of side projects. I have mentioned a few times that I am using a Spin Indexer to index the gear blanks for cutting.
Most comercial Spin Indexers are made in China and having seen quite a number of videos on the use of, and improvement of them one thing that pretty much everyone comments on is the locking screw which locks the barrel both while indexing and fitting and tightening items in the collet holder. As supplied they come with and aluminum screw which has a nice knurled head but that’s the only good thing that you can say about it.
The fit in the internal thread is so sloppy that I wouldn’t be surprised if there wasn’t getting on for a millimetre of play in the thread. Now most of the videos that I have watched have been Americans and the other thing that they found really frustrating was that they couldn’t work out what thread it was. That’s because it’s an metric M12 x 1.75 thread.
I do have a tap and die for M12 x 1.75 but by good fortune I was recently given a bag of big bolts to use as raw materials and amongst them was a number of M12 coach bolts. I tried screwing one of them into the hole of the Spin indexer and the fit was perfect.
I cut of the head of the coach bolt and then cut a length of the threaded section and included short length of the plain shank, which I turned down to make it round as it was slightly oval to start with. Then I drilled all the way through 5mm because the aluminium version has a hole through it. I opened out the threaded end to 8mm and turned a brass top hat bush to fit inside it and secured it with Loctite.
Next I used a boring bar to open out the hole in the knurled part of the aluminium screw until it fitted the turned down section of the replacement threaded section. Then I parted it off and Loctited that to recreate the screw.
Now I have a screw that will tighten down properly with no slop in the threads and the brass end will stop the barrel of the Spin Indexer from getting chewed up by the steel screw thread.
I bought it along with a number of other hand tools which I have subsequently restored over the last year. But I actually bought the job lot on the basis of it containing this. My idea was to make a lathe Tool Height Setting Gauge from it loosely based on the GH Thomas example which is marketed as a kit by Hemingway Kits.
A fellow parish councillor recently gave me a few pieces of steel one of which was perfect for making the two height setting arms.
Back In October 2024 I won a job lot of Engineering tools via eBay. When they arrived I was reasonably certain that they were apprentice pieces all made by the same gent and stamped FC. At the time I cleaned them all up and I restored most of them in terms of parts that were missing. One final piece a sliding curved bevel worked but it wasn’t possible to tighten up or slacken off the thumbscrew. I tried several times in the intervening 11 months but did manage to budge it no matter how aggressive I got, I didn’t manage to budge it. In the end a week or so ago, I just lost patience and hacksawed the thumbscrew off.
I machined up a new thumbscrew and it worked but the stud part looked a bit undernourished so I made a second stud that I was happy with. I also spent a bit of time on the slides to ensure that all the parts move freely along the full length of travel.
Back in June last year (Here) after some discussion on the Guild forum about tapping guides I made one but since then I haven’t had a circumstance where I might actually use it.
Yesterday while doing a little job I needed to tap a 12ba thread in two sides of U shaped pieces. By gripping them (they are rather small and fiddly) in an engineers clamp I was able to rest the guide on the flat side of the clamp and use my shop made tap spinners to tap the holes. One tap spinner holds the taper tap, while the second has the bottom tap.
Set up for tapping small holes in U shaped brackets.
After a couple of failed attempts I managed to get some red painting onto the tapered fire extinguisher. Which in my view at least has improved it no end.
Way back in 2010 for my first 7mm scale build an LMS Period One Full Brake, I scratch built a full interior from brass. As part of that interior detailing I made a couple of fire extinguishers, not having a lathe at that time I made them from brass tube and other bits and pieces finishing them with a couple of 4mm scale etched plates that I had in my spares box.
I fitted on in the coach and the other sat in my spares box for a long time. I can only assume that I fitted it to a brake van at some point because I can’t find it.
I made them from tube etc. because that’s the only way that I could see to make one up and I was really pleased with the result. However since then I have had a longstanding itch to make one of the tapered/cone type fire extinguishers. My recent success with the oil cas prompted me to have a go. I found a few photos and had a go. The first attempt wasn’t that great because my rivets were to pronounced so I changed the punch on my rivet press and had another go. This time I was happy and although they look big in the photos because that are massively magnified they do look the part when viewed at normal distances.
Fire ExtinguisherFire ExtinguisherFire Extinguisher
Those of you familiar with pressing out rivets especially on metal kits will know that the action of the formation of the rivet has a tendency to distort the metal slightly usually resulting a in a slight curl or wave along the line of rivets. Like those below
Rivet Strips
In between applying paint to Mossy’s wagons I also picked up another unfinished model which I initially was going to cheat one but decided against it and as a result needed a number of riveted strips with rivets at various different spacings. The rivets were pressed along the edge of a sheet of 0.25mm (10 thou) nickel sheet with my Leakey Rivet press and then cut of with the guillotine. it’s a very satisfying process but as described it does leave the rivet strips with a bit of a curl.
Until today I have for a number of years ‘set’ the rivets using some jewellers stone setting tools after seeing the technique demonstrated on Western thunder by Peter Dunn.
Gemstone setting tools
These are two of the set which I use most often and I have fitted semi permanent (bonded with loctite 638) handles to them. As they come they have a wooden handle with a collet nut that allows you to change the size. To use them press out your rivets then place on a firm surface and go over them with the tool placing it over each rivet and a small tap with a light hammer sets the rivet and the surrounding metal.
This is fine and as I say I have used the method for a number of years the only minor downside is that the dome in the end of the tool is quite shallow and I have had it squash the rivets sometimes and the edge is quite reasonably sharp so if you don’t get it quite vertical it can leave a slight half moon mark around the rivet.
While pressing out rivets this morning it struck me that a few minutes on the lathe could improve upon the tool.
Home Made Rivet Setting ToolHome Made Rivet Setting Tool
Using more of the steel rod recovered from waste toner cartridges I faced off the end and then having measured my most used rivet size I drilled a .93mm hole in the end of the rod and then turned it down to allow a flat bottom to not cut into the sheet but narrow enough to allow passing between close fitting lines of rivets. I have recently made a second punch for my rivet press to allow the slightly bigger rivets on Connoisseur kits to be punched more accurately so I made a second ‘rivet set’ to set those. That has a 1.3mm hole in it. The recycled printer rods machine lovely but I have noted a tendency to rust where they have been machined so I heated the machined ends to blacken them in oil.





















![[IMG]](https://live.staticflickr.com/65535/55146066002_4bb5dc48d2_h.jpg)


![[IMG]](https://live.staticflickr.com/65535/55147124323_5167fbc7eb_h.jpg)