
Having spent eight days making the jig it only took about 20 minutes to actually do the job.
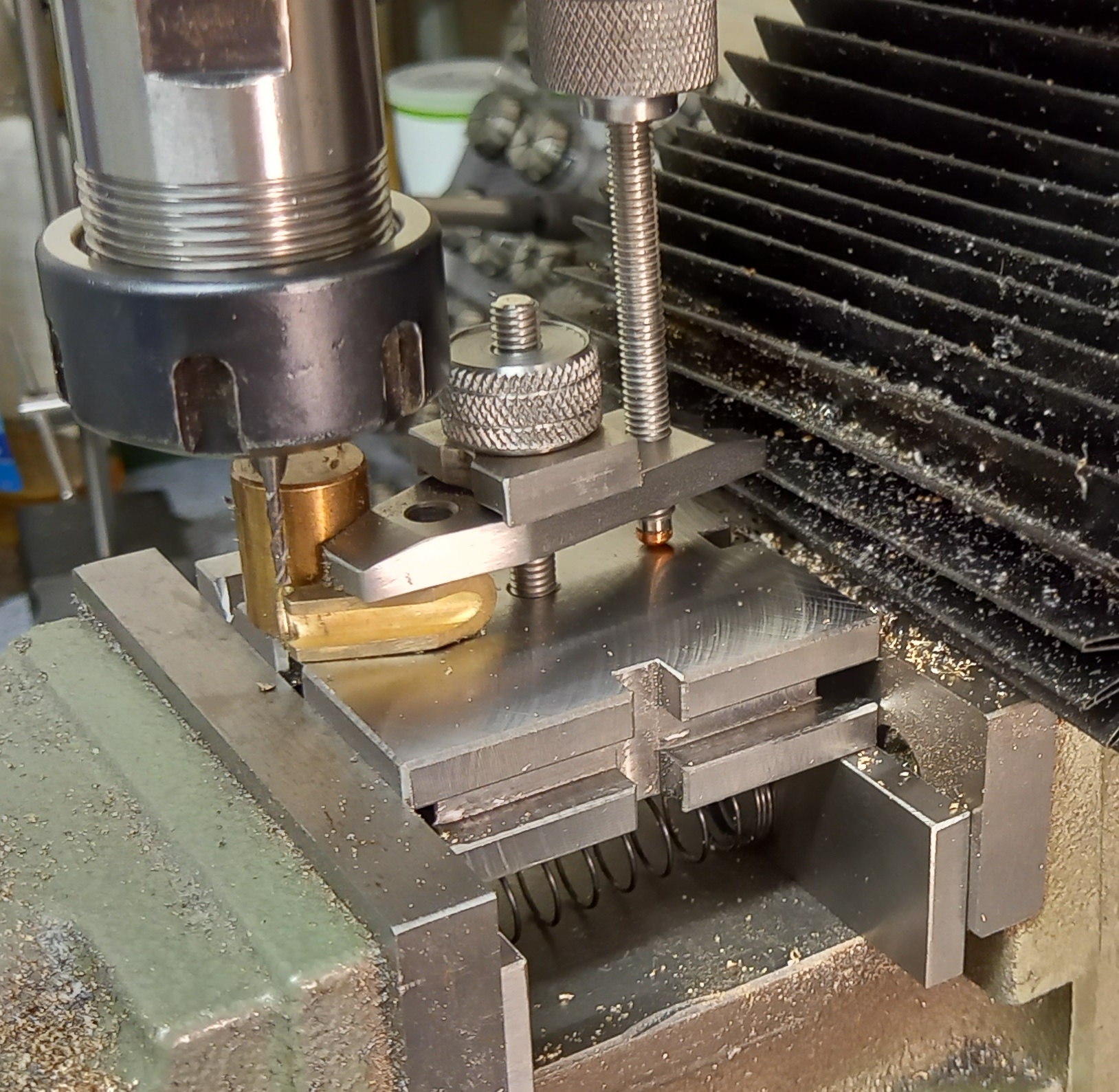
Yesterday morning, I decided to see if I could salvage the damaged original nut that I made for the finger plate. It’s a good job I did because the nut that I had made to replace the damaged one was too big to allow my 2mm milling cutter to get close enough to the job without catching on the nut. So I dug out the now smaller diameter original and that allowed enough clearance to get the job done.
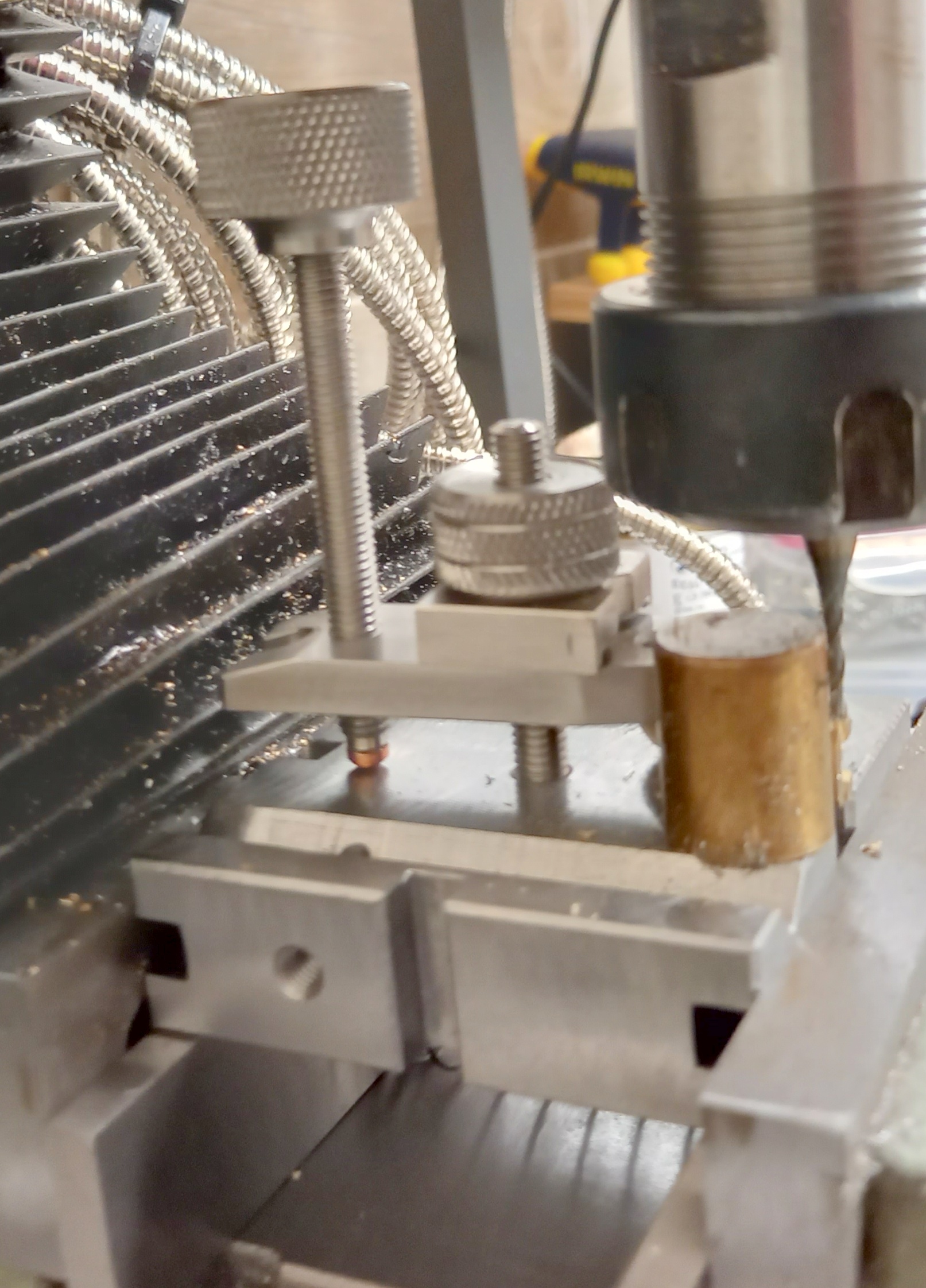

The brass cylinder that you can see in the photos is actually a strong magnet inside a brass sleeve which came with my RSU but I have never used it before. In this instance it’s being used as a reference stop so that I can easily locate the second steam pipe in the same place for machining.
I used a parallel to align the bottom face of the casting with the edge of the finger plate so that I could mill/drill into the slot.

I am pleased to say that it did the job exactly as it said on the tin so to speak.
It also occurred to me this morning that having replaced the 1/4-40 tpi and 1/4 UNC threaded parts with M6 I can also use standard M6 hardware in the finger plate if I need even more clearance at any point in the future.